Последствием применения любого оборудования для сварки, от бюджетного сварочного аппарата Сварог до премиальных и самых современных моделей сварочных полуавтоматов, является закристаллизовавшийся и прочный шов.
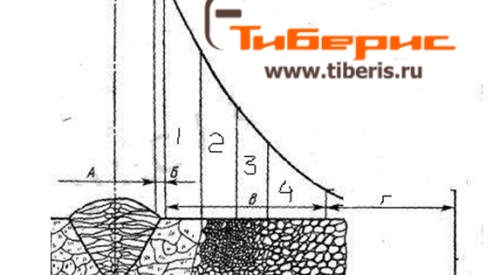
Симметричное соединение двух металлов, выполненное сваркой плавлением, состоит из четырех основных зон и выглядит так:
А – зона расплава, шов в «узком» смысле сварочной терминологии. В ее состав входят атомы электрода, присадочных материалов, шлаков, перемешанных с основным сплавом в жидком состоянии. Устаревшие типы трансформаторных аппаратов ощутимо деформируют и расширяют наплавочный сектор, современные модели сварочных полуавтоматов тут создают гораздо более аккуратные швы в геометрическом смысле.
Б – зона сплавления, сравнительно узкий слой (0.1…0.5 мм) с частично оплавленными зернами, переходный участок между расплавом и основным металлом. Нагрев происходит до высоких температур и приводит (для стали) к образованию игольчатых, пористых металлических структур. Эти игольчатые микроструктуры имеют посредственную прочность и значительную хрупкость. Минимизация размеров зоны Б, обеспечение надежного и стойкого перехода от расплава к базовому металлу соединений – важная прикладная задача практической сварки.
В – зона термического воздействия. Участок, подвергшийся температурному влиянию в процессе сварки, однако не расплавившийся. Чем дальше от зоны А – тем менее выражен характер термическое воздействие. ЗТВ с некоторой условностью подразделяется на четыре подзоны:
- Участок перегрева (цифра 1). Имеет крупнозернистую (размер зерен может превышать исходные габариты в 10-12 раз!) структуру ввиду нагрева до 1100….1400 °С. Большинство зафиксированных разрушений сварных швов происходит именно по участку перегрева. Для стали его размеры в среднем составляют 3-4 мм по ширине и зависят от толщины изделий, их химического состава, способа сварки и т.п. Внедрение инверторного оборудования позволяет при прочих равных условиях уменьшить перегрев, в этом плане уже бюджетный сварочный аппарат Сварог дает неплохие результаты по повышению надежности и сохранения вязкости и пластичности металла.
- Участок нормализации (цифра 2). Испытывает нагрев от 900 до 1100 °С и мелкозернистый состав, габариты редко превышают 4 мм. Прочность и другие важные механические свойства на этом участке даже выше, чем до сварки.
- Участок частичной кристаллизации (цифра 3). Подвергается краткосрочному термическому воздействию в пределах 700…900 °С. На кристаллографии представляет агломерат из зерен металла различного размера, ввиду чего прочность несколько снижена. Однако к разрушениям участок стоек, даже при ударных нагрузках, размеры для стали редко превышают 3 миллиметров.
- Участок рекристаллизации (цифра 4). Нагревается до 450…700 °С. Для стальных сплавов данный температурный уровень характерен восстановлением формы зерен металла. При РДС стальных изделий ширина участка рекристаллизации равна 5-7 миллиметрам, его допустимо подвергать механической обработке (штамповке, проковке, прокатке и т.п.), ограничивая удельную энергию воздействия.
Следует учитывать, что относительно принадлежности околошовных участков изделий к сварочной зоне термического воздействия в литературе и на сетевых ресурсах существует разный подход. Зачастую термин «ЗТВ» применяется ко всем трем секторам – А, Б и В, хотя грамотнее и точнее так называть именно тот слой металла или сплава, который не изменял своего агрегатного состояния (т.е. не становился расплавом и подвергался кристаллизации).
Г – зона условно-основного металла, совершенно не испытавшего воздействие дуги. Например, для стали температурный уровень воздействия, которым можно пренебречь, равен 450 °С. Действительно, микроструктура стальных сплавов после такого нагрева не изменяется. Однако уже начиная с 250 °С даже краткосрочный нагрев металла влечет коррекцию его механических свойств. Для стали это выражается в снижении ударной вязкости, ухудшении пластичности при возрастании прочности – т.н. «синеломкость» из-за типичного синего оттенка побежалостей. Поэтому зона Г относится не к основному металлу, к его условно-основной разновидности. Ее технологическое использование должно учитывать изменившиеся механические характеристики, пусть и расстояние от самого шва может быть весьма значительным – теплопроводность металлов и сплавов на их основе достаточно велика.
Информация предоставлена интернет-гипермаркетом сварочного оборудования Тиберис — tiberis.ru